
I was looking at a steel drum and noticed the perfection of the weld holding it together. I knew it had to be an automated union, but still, I was curious how it was created. I learned the weld was made using a process called resistance seam welding.
Resistance seam welding is one of the most commonly used welding processes for industrial applications and is an excellent way to create watertight seals on products like steel drums. It uses two electrically charged wheels to generate heat to produce a strong, consistent weld faster than other welding processes.
Additionally, resistance seam welding does not require any filler materials, making it a more cost-effective option for businesses. These are some reasons why it’s the preferred welding process for manufacturing metal products. But let’s take a closer look at this unique welding process.
Contents
What is resistance welding?
Elihu Thomson invented the process of Resistance Welding in 1877. This welding method is used to join thin metal sheets, making it one of the leading methods for automotive manufacturing and other industries like metallurgy and food production.
Resistance Welding consists of a fusion welding process; that is, electrical energy is required to be transformed into final energy, and through heat, the parts are “melted” and merge into each other.
Resistance welding is actually a principle of welding, not a process itself. In reality, electrical resistance is the principle that results in four different types of welding:
- Spot Welding
- Projection Welding
- Seam Welding
- Butt Welding
What is resistance seam welding?
Resistance seam welding is a process in which the heat generated by the resistance of the flow of electric current in the metal is combined with pressure to produce the welded seam.
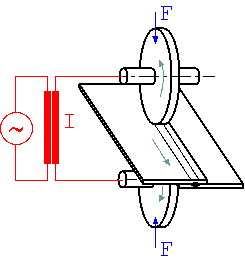
In other words, the resulting welds are an overlap of spot welds, made progressively along the joint by rotating electrodes (wheels). Two rotating circular electrodes are used to provide a current (heat), force, and cooling to perform the weld.
How does resistance seam welding work?
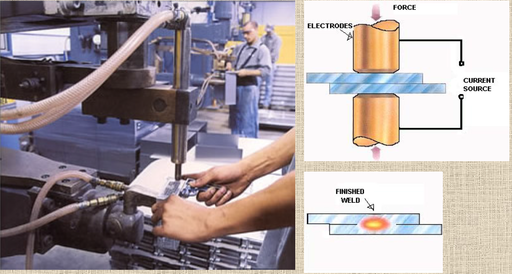
The way resistance seam welding works: two pieces of metal are placed on top of each other, and then welding electrodes in the form of rollers are applied to the top and bottom of the metal.
This creates an electrical current that flows through the metal, heating it up to the point where it melts and then fuses together. The force of the rollers presses the metal portions of the metal sheets together, creating a bond.
The rollers can roll down the seam, or the electrode can be moved down the seam. The welding process is complete when both sides of the metal reach their melting point and fuse together.
High current can be supplied through these electrode rollers to melt the edge surfaces and form a weld joint. The materials welded by this process have high fixation due to the large welded area.
Welding time and electrode movement can be controlled to ensure that the weld overlay and workpiece do not heat up too much. Welding speed can be about 60 inches per minute within seam welding, which makes airtight joints.
Why is resistance seam welding is important in the industrial sector?
At first, resistance seam welding was used only in manual applications; however, with technological advances, automatic resistance seam welders have been developed.
There are many reasons why resistance seam welding is used in industry: it is a very efficient way to join two pieces of metal together, and it results in a strong weld.
Additionally, because the electrodes are applied to both sides of the metal sheets, there is less distortion on the material than if you were to use another type of welding method.
In addition to being an efficient means of joining metals together, resistance seam welding also offers other benefits: it’s a speedy process, efficient, and cost-effective option for businesses.
This welding process is also favored in industries due to its higher flow in electrical conductivity, good resistance to work at high temperatures, and pressure (greater resistance to mechanical vibrations).
As an example, we can cite the assembly of a car body, where, if we used fasteners, these would need to be re-tightened periodically. When resistance seam welding is performed correctly, there is no need for a final finish on the welded joint, as this process does not produce slag or spatter.
Another reason that resistance seam welding is so popular is that it can be used to weld a variety of different metals together. This process can be used on ferrous and non-ferrous metals, making it a versatile option for many businesses.
Additionally, resistance seam welding can be automated or semi-automated, which reduces the amount of labor required to complete a weld.
Most of the time, you can use it in applications where sheets will be used, where fluids and gases would be used or contained, such as brewery barrels, piping, plumbing, radiators, transformers, aircraft tanks, etc.
What is seam welding used for?
Seam welding is used when you want to create water or gas-tight joints or if the sheets you are working on would need to withstand high amounts of pressure or impact. It is used because of its strength and overall durability.
This type of welding can apply to welds with a circumference shape or also in straight lines, always remembering that the intensity of the current, its duration, pressure, and speed must be previously calculated with precision.
What are the advantages of seam welding?
Seam welding is simple, high speed, and does not require a lot of specialized work because the welding process itself is independent of operator skill. It can be automated (with greater ease), due to which the optimal production rates can be gained.
This process offers a high welding speed and doesn’t need any flux, filler metal, and shielding gases. The main advantages of seam welding are less overlap and less width of the weld, and the possibility to weld in straight or curved lines.
What are weld seams?
Welding quality is influenced by the accuracy of the type of joint and seam. Often, it is necessary to connect planes and metal parts into a single component on a construction site or in production. For this, welding is used, during which a seam is formed because of the crystallization of molten metal.
The seam is characterized by seam width and penetration depth. Such a joint becomes inseparable due to the reflow process of the metal itself and filler materials (electrodes).
What is the difference between seam welding and spot welding?
There are two basic types of resistance welding, spot, and seam. Here are their differences:
Spot welding is a process in which two pieces of metal are joined together by passing an electric current through them. This creates a short circuit, which generates heat and melts the metal.
Seam welding is a process that is similar to spot welding, but it uses a continuous weld bead instead of individual spots. This makes the seam stronger and less likely to fail.
What is resistance spot welding?
Resistance spot welding is a process in which surfaces are joined through one or more points over which heat and pressure are applied; heat is generated by resistance to an electric current that passes through parts held in contact for a short period; the process uses low voltage, high current intensity, and pressure.
When the current intensity ceases, the pressure is maintained while the metal solidifies. The electrodes are moved away from the surface after each point is made. The dimensions and shapes of the welds are limited, mainly due to the dimensions and contours of the electrode faces.
What are the features of resistance welding?
One of the key features of resistance welding, according to Joule’s Law (Q = KR I2 t ), is the amount of heat produced which is proportional to the time, electrical resistance, and current intensity to make a perfect weld with greater ease.
The temperature must reach 1300ºC in the solder core to obtain proper fusion and must not exceed the temperature of 900ºC on the surface directly in contact with the electrode.
Second, almost all types of steel can be welded, for example, light metals, steel, zinc, copper, and bronze. Metals of different natures may only be welded together when they are susceptible to forming an alloy or when an intermediate material is introduced between them, which can bond to the base metals.
The other features may include greater material savings, higher breaking strength, and cheaper maintenance.
Limitation of resistance seam welding.
Resistance seam welding does have limitations. It is not recommended for use on very thin metals because the heat generated by the welding process can cause these metals to warp. Also is not applicable when joining thick metals together.
Conclusion
The development in resistance seam welding has revolutionized the manufacturing process, allowing for stronger and more economical welds with less labor.
Resistance seam welding is a process that uses electricity to create heat and fuse two pieces of metal together. It is a reliable and efficient welding process that can be used on various metals. This makes it ideal for use in many industries, including automotive manufacturing, construction, and shipbuilding.